Considere os processos da linha de montagem apresentada na figura e os tempos, em minutos, de cada etapa, na tabela a seguir.
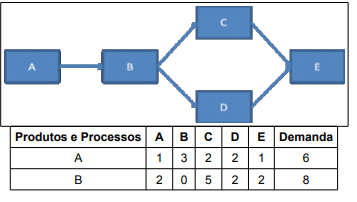
Lembrando que o tempo de ciclo é resultado da divisão tempo real disponível para a operação do operador pela demanda, e o número ideal teórico de trabalhadores é calculado pela divisão do tempo para produzir uma peça na linha pelo tempo de ciclo. Sabe-se que cada operador está em operação de fato em 80% do tempo disponível em cada hora. Para o balanceamento da linha, qual é o tempo de ciclo e qual é o número ideal teórico de trabalhadores?