
Considera-se uma concepção sustentável quando o produto é concebido levando-se em consideração os recursos naturais locais e as necessidades também locais, e é projetado para uso por uma ou mais pessoas, com tempo de vida o mais longo possível. Se ainda ele é projetado para reassumir outra forma ou outra função como um novo produto, e quanto mais este ciclo se repetir, mais sustentável é o projeto.
GUIMARÃES, L. B. M. A Ecologia no projeto de Produto: design sustentável,
design verde, ecodesign. Ergonomia de Produto. Porto Alegre:
FEENG/UFRGS, 2006, v. 2, p. 5-35.
Ressalta-se, portanto, na concepção explicitada acima, que o produto só pode ressurgir como outro produto sustentável se ele for pensado para ser facilmente desmontável e montável em um sistema produtivo que
Uma indústria que trabalha sob encomenda quer defi nir a política ótima de produção para os próximos quatro trimestres. Os pedidos colocados em carteira (demanda) bem como os custos fi xos de setup (K) e os custos unitários de produção (c) e estoques (h) são apresentados na tabela a seguir.

A política ótima de produção pode ser determinada pelo algoritmo de Wagner-Whitin e Zangwill (JOHNSON e MONTGOMERY, 1974), que objetiva minimizar os custos totais período a período, de acordo com a fórmula:

em que
Ci = custo total do período i;
Ki = custo de setup (fi xo) do período i;
ci = custo unitário de produção no período i;
hi = custo unitário de estoque no período i;
ri = demanda no período i.
Na situação descrita, considerando que a indústria dispõe de capacidade para produzir, no máximo, 150 itens por período, e que o custo total no período 5 é nulo, a política ótima é produzir, nos períodos 1,2,3,4, respectivamente,
Uma empresa do segmento de linha branca de eletrodomésticos apresenta três projetos de melhorias da qualidade para reduzir o retrabalho no setor de pintura. Os projetos são mutuamente exclusivos e a empresa utiliza uma TMA (Taxa Mínima de Atratividade) de 12% em suas análises. A seguir, são apresentados alguns dados sobre os projetos.
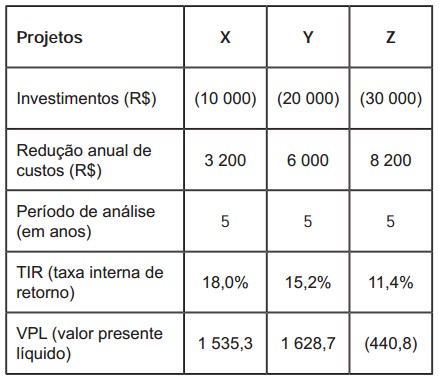
Com relação à viabilidade econômica, considerando apenas os dados apresentados, conclui-se que o melhor dos três projetos é o
Problemas de engenharia de produção foram estudados em um polo com mais de 80 empresas produtoras de objetos fundidos móveis, adornos e objetos decorativos e utensílios de cocção. O principal problema relatado pelos empresários referia-se à Gestão e Desenvolvimento de Produtos (GDP), tais como perda de participação no mercado e a não formação de uma identidade socialmente percebida. Essas atividades eram descoordenadas ou realizadas sem metodologias eficientes. Um projeto recente buscou aplicar ferramentas de GDP, já validadas em grandes organizações, nas empresas de pequeno porte integrantes do polo. Por exemplo, o Processo de Desenvolvimento de Produtos Orientado ao Cliente (PDPOC), um método aplicável em conjunto com o método Quality Function Deployment (QFD), e o Computer Aided Design (CAD). Desenvolveram-se 70 produtos e capacitaram-se 20 equipes, de empresários e funcionários das empresas, na aplicação de ferramentas de gestão orientadas aos seus negócios, conciliando o desenvolvimento de produtos às diferentes capacidades dos processos produtivos e aos nichos de mercado estudados. Os antigos produtos, muitas vezes copiados de concorrentes, eram pouco ergonômicos e com design desatualizado. Os novos produtos têm design contemporâneo, agregam valor simbólico e são viáveis com os processos de produção disponíveis.
MIRANDA, C.A.S., MELO FILHO, L.D.R., OLIVEIRA, R.D. Projeto multidisciplinar: integração entre design e engenharia de produção no PDP para empresas industriais de pequeno porte. São Carlos, out./2010. XXX Encontro Nacional de Engenharia de Produção. (com adaptações).
Diante do exposto, analise as afirmações seguintes.
I. Considerando a oferta existente no mercado de mobiliários fundidos nacionais quanto às características de design, os novos produtos desenvolvidos pelas empresas do polo estudado passaram a ter qualidade potencialmente melhorada.
II. O planejamento sistematizado de produtos utilizando-se técnicas de GDP pode levar a soluções com maior valor agregado e o direcionamento de novos produtos a nichos de mercado específicos.
III. A difusão de técnicas de GDP para as pequenas empresas pode viabilizar o direcionamento de seus produtos a nichos de mercado específicos, de maior potencial de rentabilidade.
IV. O redirecionamento de linhas de produtos a nichos de maior rentabilidade, mantida a capacidade máxima de produção das empresas, compromete a escala de produção de produtos a preços populares.
É correto o que se afirma em
Na distribuição de garrafões de 20 litros de água mineral, uma empresa utiliza chapas de compensados de madeira para auxiliar seu transporte, em carrinhos com prateleiras e também nos caminhões de entrega. Essas chapas de madeira se deterioram em um mês devido à umidade. A empresa gasta R$ 57 600,00 comprando 2 400 chapas por ano. Ao mesmo tempo, descarta garrafões de polipropileno, tanto por força da lei que lhes atribui vida útil máxima de três anos, como por trincas, fissuras, mau cheiro e sujeiras. O polipropileno demora 240 anos para se degradar na Natureza. Produzido a partir do petróleo, é um polímero termoplástico que amolece a partir de 127°C, funde a 175 °C e, ao resfriar, readquire a rigidez. Transformar os garrafões descartados (resíduos) em placas para substituir as chapas de madeira apresenta-se como uma solução para o destino dos resíduos. A empresa dispõe de um moinho industrial para a transformação do garrafão em material granulado. A partir deste material foram moldadas placas para testes em escala reduzida. O molde permaneceu durante 1 h e 10 min ao fogo, na temperatura de 160°C. Não houve perda de peso do material durante o processo. A placa de polipropileno, com dimensões equivalentes à de madeira, teve avaliação melhor em resistência à flexão, durabilidade, sustentabilidade e custo. Pesa um pouco mais, porém a diferença foi considerada aceitável pelos trabalhadores. Se danificada, a chapa de polipropileno pode ser novamente reciclada e transformada em uma placa. A solução é viável se comparada ao custo de armazenar e transportar resíduos, e é ambientalmente mais adequada pois destina os resíduos criando um novo produto substituto à madeira, mais durável, reciclável e remanufaturável na mesma unidade produtiva que o consome.
CARVALHO NETO, E.M., FOLHA, A.C.V., BRAGA JUNIOR, A.E. Desenvolvimento
de um produto a partir do refugo de garrafões de polipropileno para
substituição do uso de madeirite. São Carlos, out./2010. XXX Encontro
Nacional de Engenharia de Produção.
Na situação descrita, qual das seguintes alternativas de uso do polipropileno ao final da vida útil do produto, se viável tecnicamente, teria o menor impacto ambiental?
Um engenheiro de produção, responsável pelo planejamento e controle da qualidade da linha de produção de tubos e conexões em PVC, está sendo questionado pelos altos custos de retrabalho que o novo item A05  vêm gerando desde que se iniciou a sua produção há cinco meses. O item é enviado para retrabalho quando seu diâmetro excede o limite superior de especificação. O processo de produção deste item é controlado por meio de gráficos de controle da média e da amplitude (gráficos de Shewart) que monitoram o diâmetro dos tubos produzidos. Os limites de especificação definidos pela engenharia do produto para o diâmetro do tubo A05 é cm. O engenheiro e sua equipe analisaram os gráfi cos de controle (da média e da amplitude) desde o início da produção do tubo e observaram que o processo sempre esteve dentro dos limites superior e inferior de controle dos gráficos e, portanto, o processo está no estado de controle estatístico apresentando apenas sua variabilidade natural (aleatória). Concluíram, então, que a causa do alto índice de retrabalho é devida às especifi cações do projeto e (ou) à própria variabilidade natural do processo de produção. A equipe sabe que a variável de controle diâmetro é normalmente distribuída com média do processo igual a
vêm gerando desde que se iniciou a sua produção há cinco meses. O item é enviado para retrabalho quando seu diâmetro excede o limite superior de especificação. O processo de produção deste item é controlado por meio de gráficos de controle da média e da amplitude (gráficos de Shewart) que monitoram o diâmetro dos tubos produzidos. Os limites de especificação definidos pela engenharia do produto para o diâmetro do tubo A05 é cm. O engenheiro e sua equipe analisaram os gráfi cos de controle (da média e da amplitude) desde o início da produção do tubo e observaram que o processo sempre esteve dentro dos limites superior e inferior de controle dos gráficos e, portanto, o processo está no estado de controle estatístico apresentando apenas sua variabilidade natural (aleatória). Concluíram, então, que a causa do alto índice de retrabalho é devida às especifi cações do projeto e (ou) à própria variabilidade natural do processo de produção. A equipe sabe que a variável de controle diâmetro é normalmente distribuída com média do processo igual a  cm e desvio-padrão do processo iguala
cm e desvio-padrão do processo iguala  cm.
cm.
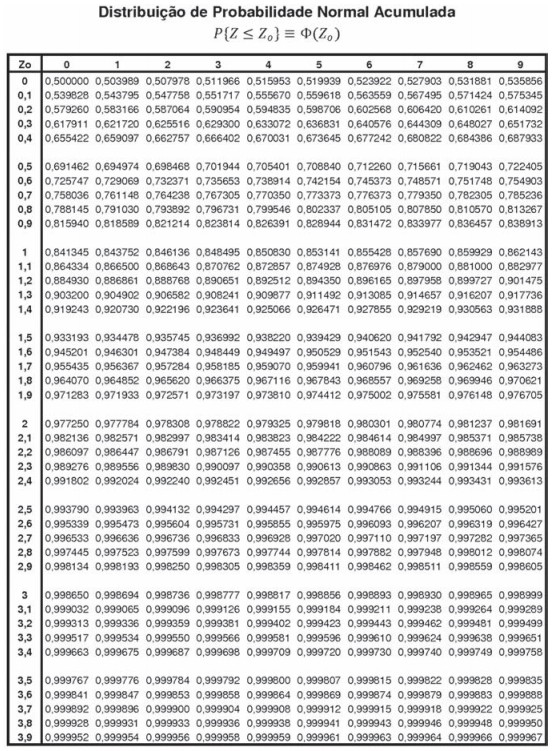
Utilizando a tabela de distribuição normal padrão acumulada, qual é a porcentagem de itens A05 que são enviados para retrabalho nesse processo de produção e que vem gerando alto custo?
Uma reclamação comum na prática de gestão de estoques é a falta de aderência do modelo do Lote Econômico (EOQ) à realidade das organizações. Um gerente industrial reclama que a política ótima do EOQ, representado pelo gráfico dente de serra abaixo, não funciona em sua empresa, mesmo afirmando que a demanda é determinística. Ele executa pedidos de compra de 100 unidades de um produto a cada 10 dias.
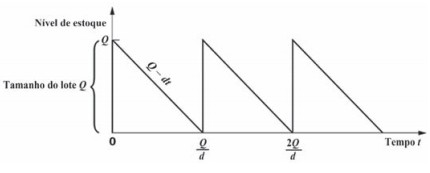
Sabe-se que o lote econômico é a quantidade comprada Q que minimiza a função custo total por unidade de tempo, CT(Q), dada por
CT(Q) = (cQ + K + hQQ/2d)/t, em que
c é o custo unitário do produto;
K é custo fixo de realizar o pedido;
h é o custo unitário de estocagem;
Q é a quantidade comprada;
d é a demanda;
t é a duração dos ciclos.
Os dados utilizados pelo gerente para o cálculo do lote econômico são: demanda d = 10 itens/dia; custo fixo do pedido K = R$ 50 /pedido; custo unitário do produto c = R$ 2 /item; custo unitário de estocagem do produto h = R$ 0,10 /item dia; lead-time de entrega do fornecedor L = 15 dias (exatamente).
De acordo com essas informações, a política não funciona nessa empresa, pois
Uma ferramenta de design que considera as questões ecológicas é o ecodesign, proposta pela UNEP (United Nations Environment Programme-Industry and Environment). A técnica ecodesign, descrita pela norma ISO TR 14062, auxilia no desenvolvimento de produto e na antecipação das ameaças potenciais para alavancar vantagens competitivas e suas oportunidades. A seguir é apresentada parte resultante da aplicação do ecodesign no reprojeto de medidores de energia elétrica de uma fábrica. Os medidores monofásicos modelo antigo possuem base separada do bloco, que é feito de uma liga de alumínio e silício. Com a mudança para os novos medidores, a base e o bloco tornaram-se uma peça única e houve a troca da liga de alumínio do bloco pelo plástico de engenharia (Noryl), material de fácil reaproveitamento ou reciclagem. Nos medidores antigos, a tampa era de vidro e, nos novos modelos, o material usado foi o policarbonato cristal, com anti UV, material que facilita a reciclagem e reduz o consumo de energia elétrica no seu processo de fabricação. A utilização de materiais mais leves facilita o manuseio durante as atividades de montagem, pois a redução de peso torna o manuseio mais ágil e menos desgastante. GUIMARÃES, L. B. M. A Ecologia no projeto de Produto: design sustentável, design verde, ecodesign. Ergonomia de Produto. Porto Alegre: FEENG/UFRGS,
2006, v. 2, p. 5-23.
As mudanças incorporadas tanto no processo quanto no produto visam à eficiência na produção, bem como facilitar a obtenção desse produto. Para tanto, quais das seguintes afirmações constituem mudanças sociais externas de grande influência no desenvolvimento do negócio da organização?
I. Preocupação com a qualidade do produto e redução de custo do produto.
II. Informações relacionadas ao impacto ambiental de produtos e processos.
III. Responsabilidade pelo resíduo, propiciando a redução, reutilização e reciclagem.
IV. Custo de energia relacionado a processos produtivos e ao comportamento de usuários dos produtos.
V. Estratégia de logística para o novo produto a fim de se estabelecerem vantagens como rapidez na produção e estocagem.
Estão corretas apenas as afirmações
Uma empresa no setor de energia mantém diversas parcerias com universidades para o desenvolvimento de tecnologia. Essas parcerias são feitas por meio de projetos de pesquisa em que o gerente responsável pelas parcerias tem de gerir diversos projetos e pesquisadores externos à própria instituição. Para racionalizar o seu trabalho, o gerente está selecionando um software de gerenciamento de projetos. Embora esta seja uma atividade muito importante, a diretoria não está disposta a alocar muito recurso na aquisição dessa ferramenta. Nesse contexto, avalie as asserções a seguir.
Os softwares de gerenciamento de projetos mais atualizados fazem uso simultâneo de tecnologia da informação (TI) aplicada e de suporte e requerem grandes investimentos financeiros.
PORQUE
A TI pode ser aplicada ao gerenciamento de projetos tanto nos algoritmos de sequenciamento e alocação dos recursos às atividades, quanto no suporte, via web, da comunicação e interação do gerente dos projetos com os demais participantes, praticamente em tempo real.
Acerca dessas asserções, assinale a opção correta.
O EDI, abreviação de Electronic Data Interchange, ou, em português, Intercâmbio Eletrônico de Dados, é um meio de transferência eletrônica de dados entre empresas, de computador para computador, em formatos padrão, ou ainda (...) é a transferência eletrônica de dados entre os computadores das empresas participantes, dados esses estruturados dentro de padrões previamente acordados entre as partes. (...) o EDI foi primeiramente adotado nos Estados Unidos, na década de 1980, pelos setores de varejo e de transportes, expandindo-se mais tarde para os setores automotivo e farmacêutico, entre outros
O processo de implantação da troca eletrônica de dados via EDI na Empresa X teve início entre os anos de 1993 e 1994. Na unidade pesquisada, esse processo ocorreu no ano de 1996, logo após sua fundação. Naquela época, o processo ocorreu sem grandes problemas, pois só havia um cliente conectado com a Empresa X via EDI. No decorrer dos anos, novos clientes passaram também a adotar o EDI como forma de comunicação com a Empresa X e, atualmente, a maioria dos clientes utiliza esta ferramenta para a troca eletrônica com a empresa.
Antes da utilização do EDI, a empresa utilizava principalmente o telefone e o fax em envio de relatórios para a comunicação com os clientes e fornecedores. O processo de adoção do EDI na Empresa X originou-se, principalmente, devido à exigência de algumas montadoras, que definiram que seus fornecedores deveriam implantar o EDI, se quisessem fornecer diretamente para elas.
Além das atividades de envio da necessidade de produção pelos clientes, pedido de compra encaminhado aos fornecedores e emissão de envio de embarque e nota fiscal, o EDI é utilizado para visualizar a demanda acumulada, o que já foi entregue pela empresa, o que está em atraso e os nomes dos clientes que estão esperando para serem atendidos. Ele é usado também em atividades como programação de entregas, alteração de pedido, extrato de conta-corrente, pagamentos etc.
FERREIRA, K.; RIBEIRO, P. Tecnologia da Informação e Logística: os impactos do EDI nas operações logísticas de uma empresa do setor automobilístico. In. Anais do XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, 2003.
Segundo o que explicita estritamente o texto, uma vantagem relevante do EDI é
As várias consequências do trabalho repetitivo levaram, nos últimos anos, ao desenvolvimento de diferentes formas de organizar e reestruturar o trabalho de montagem e outros trabalhos seriais similares. Essas tentativas foram feitas na indústria, por intermédio de intervenções ergonômicas, conforme exemplifi cam as situações de trabalho abaixo.
Exemplo 1: A montagem completa de calculadoras eletrônicas era feita em torno de uma bancada redonda, com oito postos, mas apenas com seis operadores, de forma que havia sempre dois postos vazios. A resultante acumulação dos componentes forçava os operadores a trocarem de lugar frequentemente.
Exemplo 2: Um componente eletrônico era originalmente montado em uma linha de montagem de seis postos sucessivos, ocupados por seis trabalhadores. No novo plano, um operador desempenhava, sozinho, as seis operações e era responsável pela qualidade da montagem inteira.
KROEMER, K. H. E.; GRANDJEAN, E. Manual de ergonomia: adaptando o trabalho ao homem. Porto Alegre: Bookman, 2005. 5. ed. p.180 (com adaptações).
Acerca do tema acima, avalie as asserções a seguir e a relação proposta entre elas.
O principal objetivo das mudanças exemplificadas é dar ao operador mais liberdade de ação, reduzindo o tédio e tornando o trabalho mais gratifi cante, permitindo a ele desenvolver todo o seu potencial, o que pode ser constatado com maior êxito no exemplo 1.
PORQUE
No exemplo 1, a rotação de trabalhadores entre diferentes atividades de operação de montagem reduziu o risco de tédio, adequando a dificuldade do trabalho com as capacidades do trabalhador, enquanto, no exemplo 2, o trabalhador passou a atuar em uma sucessão de atividades diferentes, cada uma solicitando dele diferentes habilidades e maior responsabilidade.
Acerca dessas asserções, assinale a opção correta.
Suponha que a taxa de quebra de caminhões de uma transportadora pode ser descrita como um processo de Poisson com média 2 caminhões/dia. Para prover manutenção à frota, a transportadora pode optar por contratos de exclusividade entre duas empresas: a oficina A, cuja taxa de reparos obedece à distribuição exponencial com taxa de 3 caminhões/dia e a oficina B, cuja a taxa de reparos obedece à distribuição exponencial com taxa de 4 caminhões por dia. A empresa A cobra R$ 2 000,00 por dia durante a vigência do contrato e a empresa B, R$ 4 000,00 por dia, também durante a vigência do contrato. Ambos os contratos são remunerados diariamente, independentemente das respectivas ociosidades.
O gráfico a seguir apresenta o número médio de caminhões parados em função de diversas taxas médias de utilização.
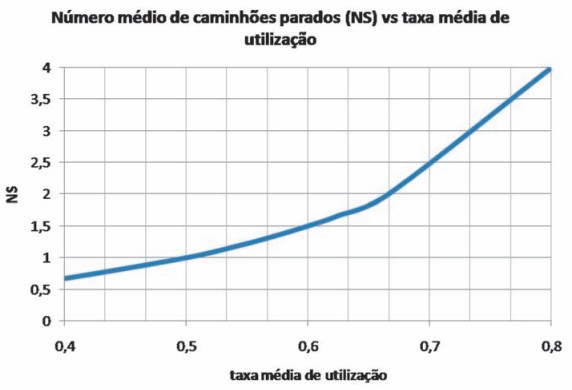
Sabendo que o custo diário por caminhão parado é de R$ 2 400,00, analise as seguintes afirmações.
I. O custo médio total de contratar B é maior que o custo médio total de contratar A.
II. A transportadora deve contratar a oficina A, pois sua taxa de utilização será maior.
III. O custo médio total de contratar A é de R$ 6 800,00 por dia.
IV. A oficina B tem maior ociosidade que a oficina A.
É correto apenas o que se afirma em
Um processo vem sendo monitorado por meio de Gráficos de Controle para Variáveis. Para essa situação, analise os gráficos a seguir.
I. 
II. 
III. 
IV. 
V. 
Indicam processo sob controle estatístico apenas os gráficos representados em
Uma empresa que produz tubos e conexões em PVC está desenvolvendo um novo produto mais resistente devido à demanda de mercado. A empresa pretende usar uma linha de produção já existente para a manufatura do novo produto. O engenheiro Davi, responsável pela linha de produção, sabe que o diâmetro médio dos tubos produzidos pela linha de produção é 105 mm e o desviopadrão é 5 mm. Esses dados foram obtidos por meio de uma série histórica quando o processo se encontrava em estado de controle estatístico. Os dados seguem uma distribuição normal de probabilidade.
A equipe de engenharia do produto enviou para Davi as especificações do diâmetro do novo produto. O limite superior de especificação (LSE) é 105 mm e o Limite Inferior de Especificação (LIE) é 95 mm. Qualquer tubo produzido com diâmetro inferior ao LIE ou superior ao LSE é considerado refugo.
Na situação descrita, se Davi puder ajustar a média do processo da linha de produção, em qual valor ele deve ajustá-la para obter uma porcentagem mínima de refugo?
Em uma empresa, visando atender a uma demanda crescente por determinada família de produtos, deseja-se expandir suas instalações adquirindo novos equipamentos. A partir de estudos realizados, verificou-se que o capital necessário para essa expansão é de R$ 120 000,00. Ao buscar financiamento, a empresa encontrou as seguintes alternativas:
Banco A Taxa de juros de 15% a.a., capitalizados mensalmente;
Banco B - Taxa de juros de 14,5% a.a., capitalizados trimestralmente.
Possibilidades de Amortização: Tabela Price e Sistema de Amortização Constante (SAC). Tempo de Financiamento: 120 meses. O financiamento não será quitado antecipadamente.
Nesse contexto, analise as asserções seguintes.
A melhor opção de financiamento é pelo Banco B, utilizando-se o sistema de amortização constante.
PORQUE
O Banco B oferece menor taxa de juros efetivos e, no sistema de amortização constante, o valor pago de juros é menor que na Tabela Price.
Acerca dessas asserções, assinale a opção correta.